Menu:
磨削技术
磨削加工是使用几何形状不确定的切削刃和旋转刀具对部件表面进行精细和精加工的加工过程。特别是可以加工硬度很高的材料,如淬火钢,以满足要求。根据生产任务的不同,我们的现代化磨床既可用于材料去除率特别高的粗加工,也可用于表面质量最高的高精度加工。根据需要,我们还可以将单个磨削操作集成到我们的通用加工和生产中心中,以节省额外的单个机床。
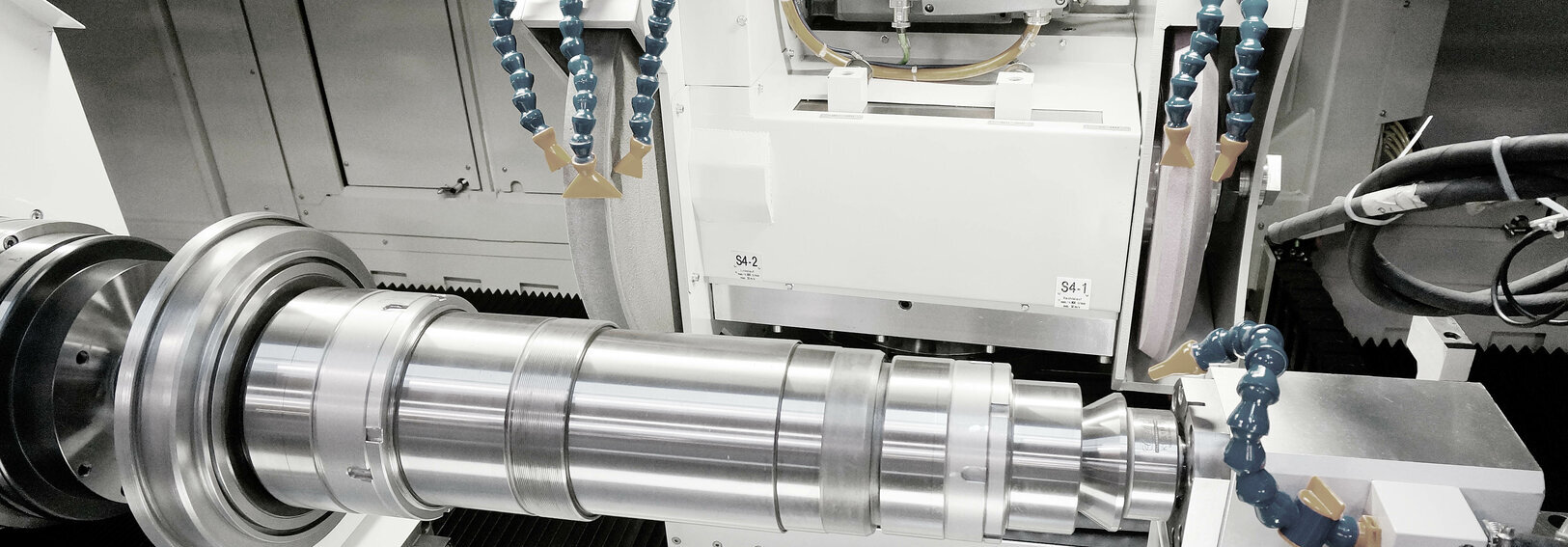
外圆磨削是一种采用几何形状不确定的切削刃的精细加工工艺,用于对大部分旋转对称的部件外表面进行高效的硬质精细加工。 外圆磨削使用宽度达 250 毫米的砂轮,通过切入式磨削或纵向磨削与待加工表面接触,并优化冷却润滑剂的供应。我们的专业外圆磨削中心可加工重量达 5000 千克、长度达 5000 毫米的工件,内圆磨削中心、万能磨削中心和车铣加工中心也可进行这些加工。重点始终是实现微米级精确表面质量和长期精度。
内圆磨削是一种采用几何形状不确定的切削刃的精细加工工艺,用于对卡盘和轴状部件(如内圆柱、内多边形或内螺纹)上的孔进行高效精细加工。我们使用特定的内圆磨具,在工件旋转的情况下,通过切入式加工或纵向磨削加工与待加工表面啮合,并优化冷却液供应。我们的专业内圆磨削中心以及外圆磨削中心和万能磨削中心都能实现 µm 级的精度。
成型磨削是对球形、滚动轴承滚道和轮廓等复杂形状进行的多维磨削。在这种情况下,传统的外圆磨削工艺可通过轴插补来适应特定的工件几何形状。这样就可以在我们的磨削中心上以工艺集成的方式加工出各种工件和几何形状。
通用磨削包括通过内圆磨削和外圆磨削工艺,在一次装夹中对所有常见的卡盘和轴状工件进行四面磨削。我们在专业的通用磨削中心上以 µm 级的精度完成这些工序,即使是最复杂的工序也能在优化的节拍时间内完成。根据要求,最多可使用四个内圆磨削主轴和三个外圆磨削刀具以及其他特殊模块,设计出尽可能高效、节省资源和时间的工艺